薄壁類零件具有重量輕、慣性小、結構緊湊等特點,被廣泛運用於精密製造,印刷,航空、軍工等行業。但由於其剛性差、強度弱,結構受力形式複雜等,在製造加工的過程中極易發生變形、失穩和振動等問題,製造難度極大,特別是大長度的薄壁類零件的精密加工,一直是國際上公認的難題。使用新型薄壁類液脹夾具(按夾緊的位置,分內脹型和外脹型兩種;按使用場合又分車床用,磨床用,滾齒機用,插齒機用,檢測用等;按加壓方式,分為手動擰緊加壓和機床自動加壓兩種),能有效的提高加工精度,減少裝夾過程中工件的變形,保證表面粗糙度,以及尺寸公差和形位公差,完美的解決薄壁類工件的加工難題。
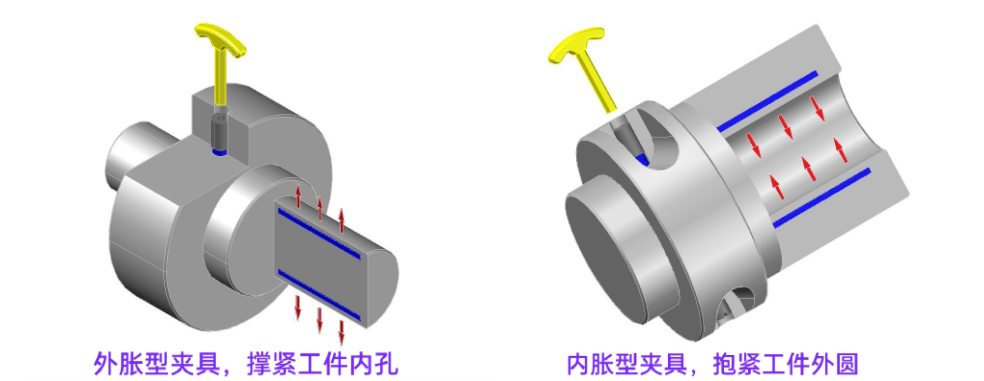
(上面兩個圖是液脹型夾具工件原理示意圖)
薄壁類零件的加工過程中,容易出現以下的問題:
1. 裝夾變形:因工件壁薄,剛性差,強度相對不足,在夾壓力的作用下容易產生變形。如果用三爪卡盤或者粘膠漲套,撐緊工件的內孔,或者抱緊工件的外圓後,工件在受力後,變成三角形或者多邊形。加工完成後,鬆開卡盤或者漲套,薄壁工件失去外力作用,形狀會發生變化,圓柱度得不到保證;
2. 切削震動:在切削力(特別是徑向切削力)的作用下,容易產生振動和變形,影響工件的尺寸精度,形狀、位置公差和表面粗糙度;
3.熱變形: 因工件較薄,切削熱會引起工件熱變形,從而使工件尺寸難以控制
4、擺動:軸的旋轉產生的離心力,會使比較長的工件擺動。

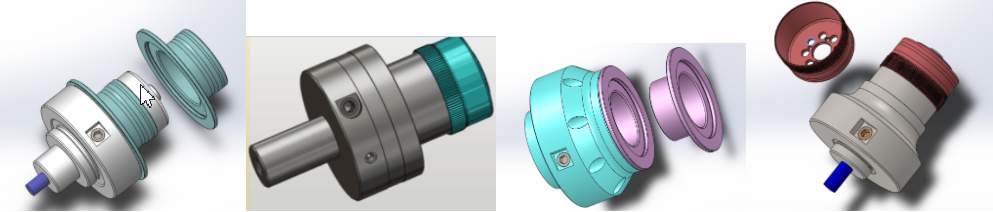
(上面圖1是薄壁零件,諧波減速機的柔輪;圖2是撐內孔定位夾緊的外脹型液脹夾具;圖3是抱 外圓定位夾緊的內脹型液脹夾具)
常用的解決方案有:
1、減小工裝夾具的夾緊力,從而減小工件因夾緊力產生的變形;
2、合理選用刀具的幾何參數,採用高剛性刀柄,加工時刀柄伸出的長度盡量的短,刀柄直徑盡可能大等,以減少切削震動;
3、充分澆注切削液,通過澆注切削液,降低工件表面的切削溫度,減少工件熱變形;
4、在薄壁工件中,注入沙子,石蠟,水,或者低熔點合金等填充材料,提高工件的剛性,增加重量,以降低加工過程中的切削震動;這種不適合薄壁類工件的內孔加工;
5、採用軸向夾緊夾具。這種適合於短的薄壁類工件的加工,夾具的結構複雜,精度和產品的一致性一般,對於超薄的工件也不合用;
6、採用優化加工工藝,優化刀具形狀,優化刀具的進刀方式和路線,降低工件的受力;
7、採用跟刀架,以降低較長的薄壁零件,轉動後產生的擺動;
8、熱處理去應力。
本文供稿由百分百夾具提供

百分百夾具機械設備(廣州)有限公司生產的液脹型夾具,採用靜壓膨脹技術,在夾緊工件時,使工件沿圓周方向360度受力,工件受力均勻,在保證夾持力的同時,可以有效減少工件的變形量,保證工件的圓柱度(一般在3μm之內),及圓心的位置精度(一般在3μm之內)。並且,這類液脹夾具是定制的,夾具尺寸,可以做得比工件長一些,夾具其中的一頭,直接固定在機床主軸上或者卡盤上,另一頭用頂尖頂住(長度較長的薄壁工件),以保證剛性,在整個加工過程中,工件在徑向的變形量很小,避免工件因裝夾產生的變形,因為有夾具支撐,幾乎沒有切削震動和因旋轉產生的擺動,同時,夾具還能傳導分散一部分因加工產生的熱量。 |





